| Introduction.
There is a level of overlap between wood turning and metal turning. This includes the composition of the cutting tools. High speed steel is my tool of choice for both wood and brass. It can also be used on mild steel and stainless steel but there are probably better options. It is also possible, by adding a compound table to the base of a wood lathe, to do some metal turning on it. That was how I actually started metal turning. When Woodfast lathes were being manufactured in South Australia they actually offered a compound table as an optional extra but they were simply too expensive. The extent to which metal turning can be carried out on a wood lathe is determined by the quality of the compound table you choose. The one I used was a less expensive model so my success was limited. However after I purchased my metal lathe I adapted the compound table to be used on my drill stand. In the late 1940s and early 1950, nobody in their right mind bought Japanese tools. They were poor quality and would simply break. However this was to change and nobody would think twice these days about the quality of Japanese engineering. The same can be said for Chinese engineering. Twenty years ago, Chinese tools were not worth having. That is no longer true and Chinese engineering is world class. For the average hobbyist, this improvement in engineering has been revolutionary. Chinese tools are a fraction of the price of tools made in Australia, the UK or the US. This means that ordinary retirees can now hope to own equipment which would have once been beyond their means. And the internet has meant that there are now alternatives to those Australian businesses that fail to price competitively. Many of the accessories required for metal working, particularly collets and collet chucks, can be purchased from Hong Kong at discounts in access of 50 percent. In most cases these are identical to those purchased from Australian retailers. Nobody enjoys purchasing from non Australian businesses but at the end of the day if it is a choice between affording the equipment or not you have no choice. Safety It is important to realise that there are hidden dangers in metal turning which need to be understood. The first is the automatic feed system on metal lathes and CNC mills. Once the automatic feed is engaged on a lathe the machine will just keep going until it is disengaged. If your mind is not on the job, this can cause any number of undesirable outcomes. So never use the automatic feed facility on a metal lathe unless you are concentrating on what you are doing. While this danger is also true to some extent on a CNC mill, the likelihood of any injury is limited by the correct set up of the program. For example the limit of the movement of the lathe cross slides is set up in the table when you enter the data, however if there is a malfunction in one of the components, it will just soldier on. Home made CNC systems are not necessarily as good as the professionally produced systems because the cross slides in cheaper mills have less expensive screw feeds (they are not normally equipped with ball screws) and can stick from time to time. This problem can be lessened by judicious loosening of the gib screws and generous applications of silicon spray to the feeds screws themselves but I tend to keep a close eye on the my CNC mill when it is cutting clock wheels. The other thing to remember is that when lathes and mills are cutting meta, the material that is removed will not necessarily drop harmlessly onto the bench. It can get caught and flick up. We only have one pair of eyes, so protect them at all times. Never use metal machines without face and eye protection. |

This is a small to medium size Chinese manufactured metal lathe. I have had it for at least five years. It is the ideal sized for making small machines like clocks. I have made a number of modifications to it including modifying the tail stock by replacing the locking system, which required a spanner, with a home designed cam lock system so that I can operate it with one hand and move it freely into and out of the work. I use collets rather than a chuck for most of the work I do. Chucks are notoriously inaccurate. I am able to achieve a surprisingly high level of accuracy across the bed, which is equipped with V runners, as a result of the collets. |

At the top of the lathe you will observe a small wooden box I made to house the controls to allow me to operate the lathe at a variable speed simply by turning the knob. It also has a forward and reverse switch above variable control. I fitted a VSD control (variable speed drive) which is an ingenious system that converts single phase electricity to three phase electricity as a plug and play option. It involved replacing the original motor, which was a 600 watt single phase with a 1hp three phased motor controlled by the VSD. Doing this sort of electrical work yourself is not recommended. Nor is it a good idea to purchase VSDs on the EBAY. This is the sort of modification you will probably need some assistance with and local suppliers are the best placed to provide this. As a result of the modification I have made this lathe is now perfect for my purposes. |
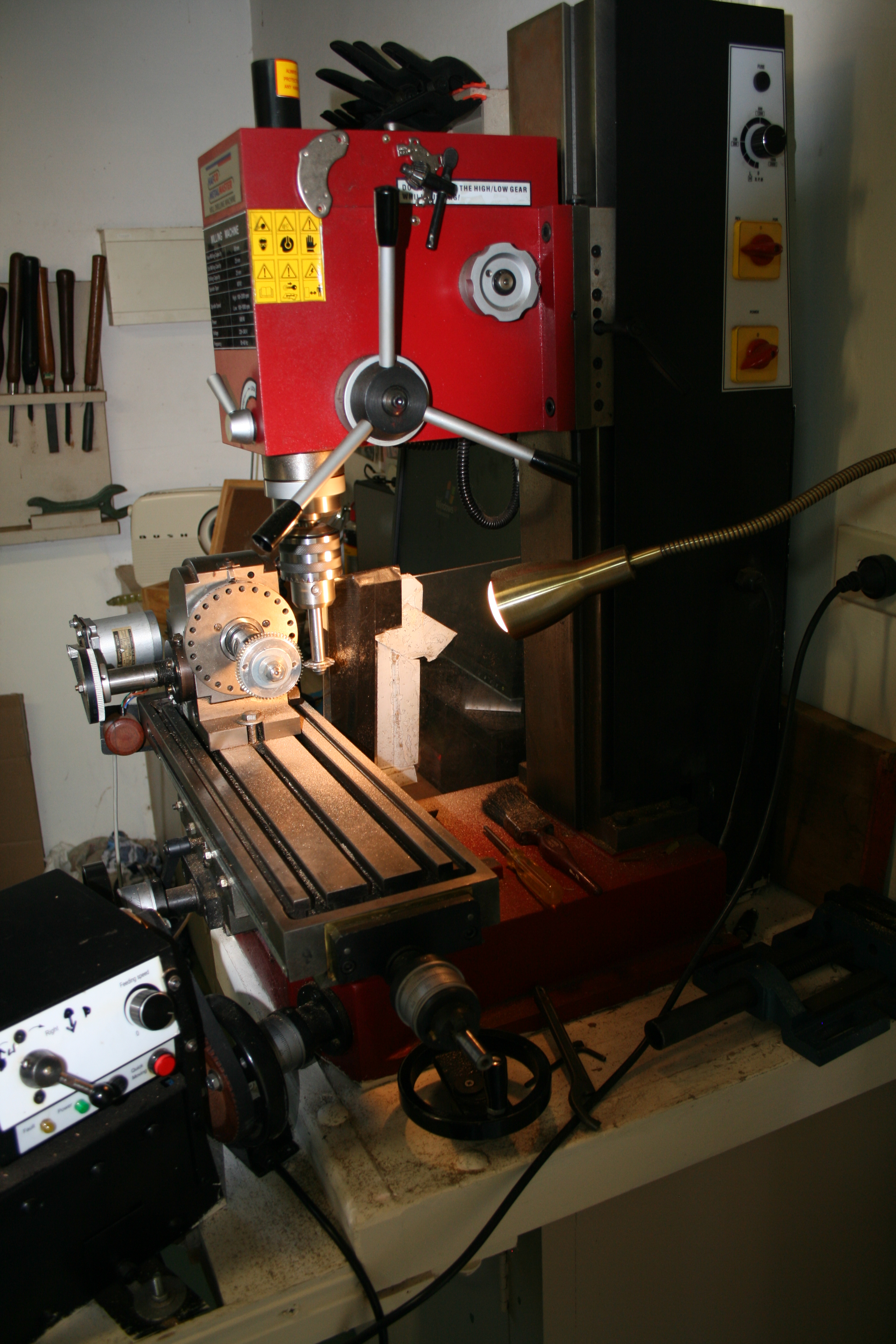
 This a mid size metal mill manufactured in China. I have had it for several years and am more than happy with it. An engineer name Rex Swensen who I became friendly with through the Sydney Clockmakers Society designed a CNC system complete with software for ordinary members like me. I used his plans and his software to build his system. Winding the table backwards and forwards to cut clock wheels can be a problem for ageing arms and wrists and thanks to Rex it is no longer a problem for me. There was a huge sense of achievement when I finally finished his system and got it running. This a mid size metal mill manufactured in China. I have had it for several years and am more than happy with it. An engineer name Rex Swensen who I became friendly with through the Sydney Clockmakers Society designed a CNC system complete with software for ordinary members like me. I used his plans and his software to build his system. Winding the table backwards and forwards to cut clock wheels can be a problem for ageing arms and wrists and thanks to Rex it is no longer a problem for me. There was a huge sense of achievement when I finally finished his system and got it running. |
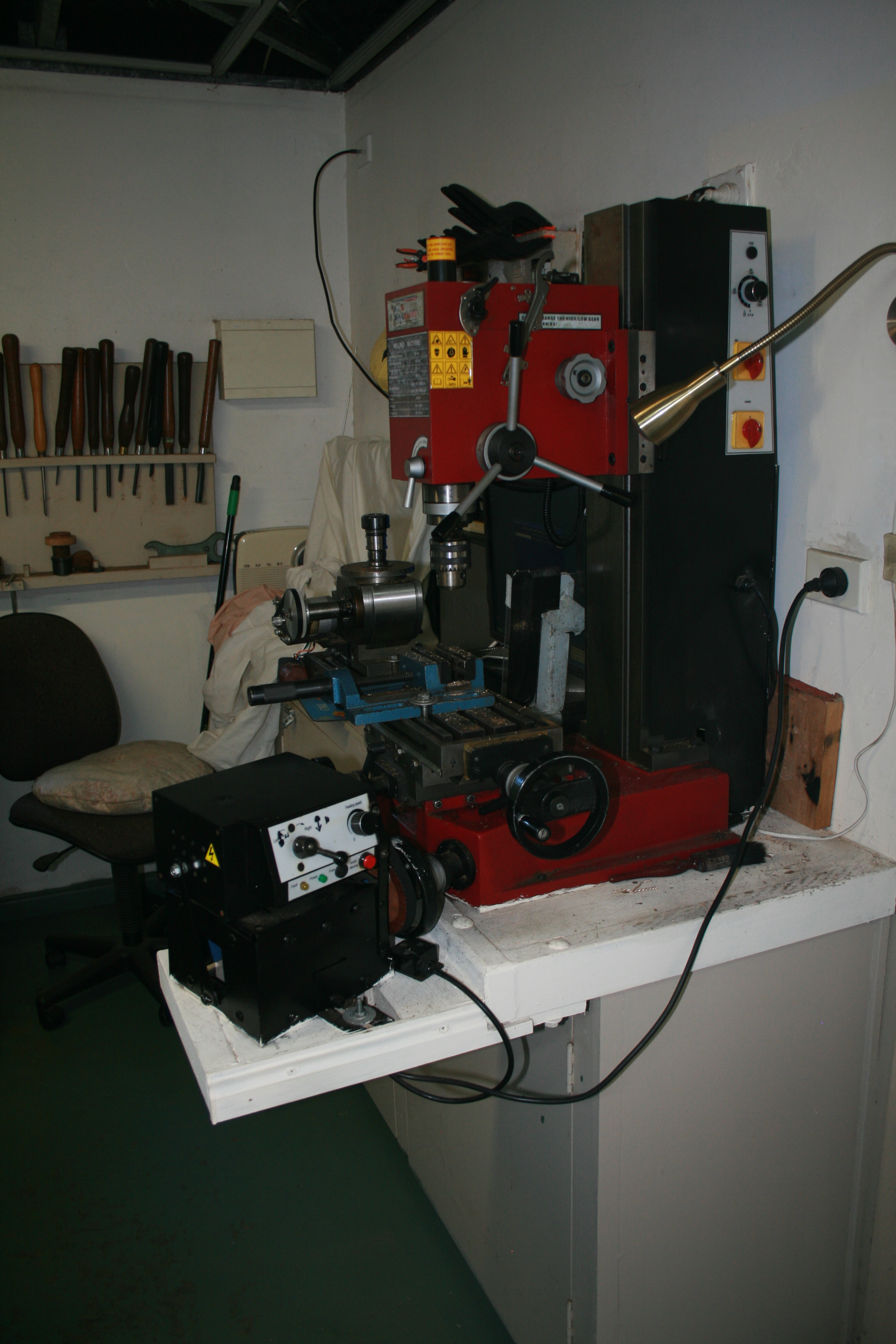
Initially I used a power feed driver (black box with knobs on bottom left side of the picture) for the cross slide. I no longer needed this when I had built my CNC system because it already has two stepper motors for the two functions it performs. One drives the cross slide left to right to left and the other one moves the dividing head to position it for the next tooth to be cut. The system does not have a Z (mill head up an down) function so made a couple of timing wheels out of hard timber on my wood lathe fitted and timing belt. I then connected it to the winder that normally winds the mill head up and down. The fact that the power feed now perform this function allows some more accurate setting up and also saves tired and ageing arms. |
Mill set up to cut teeth. I use PP Thornton cutters, operate at mill maximum speed which is a tick over 2000 rpm and cut each tooth in a single pass. |
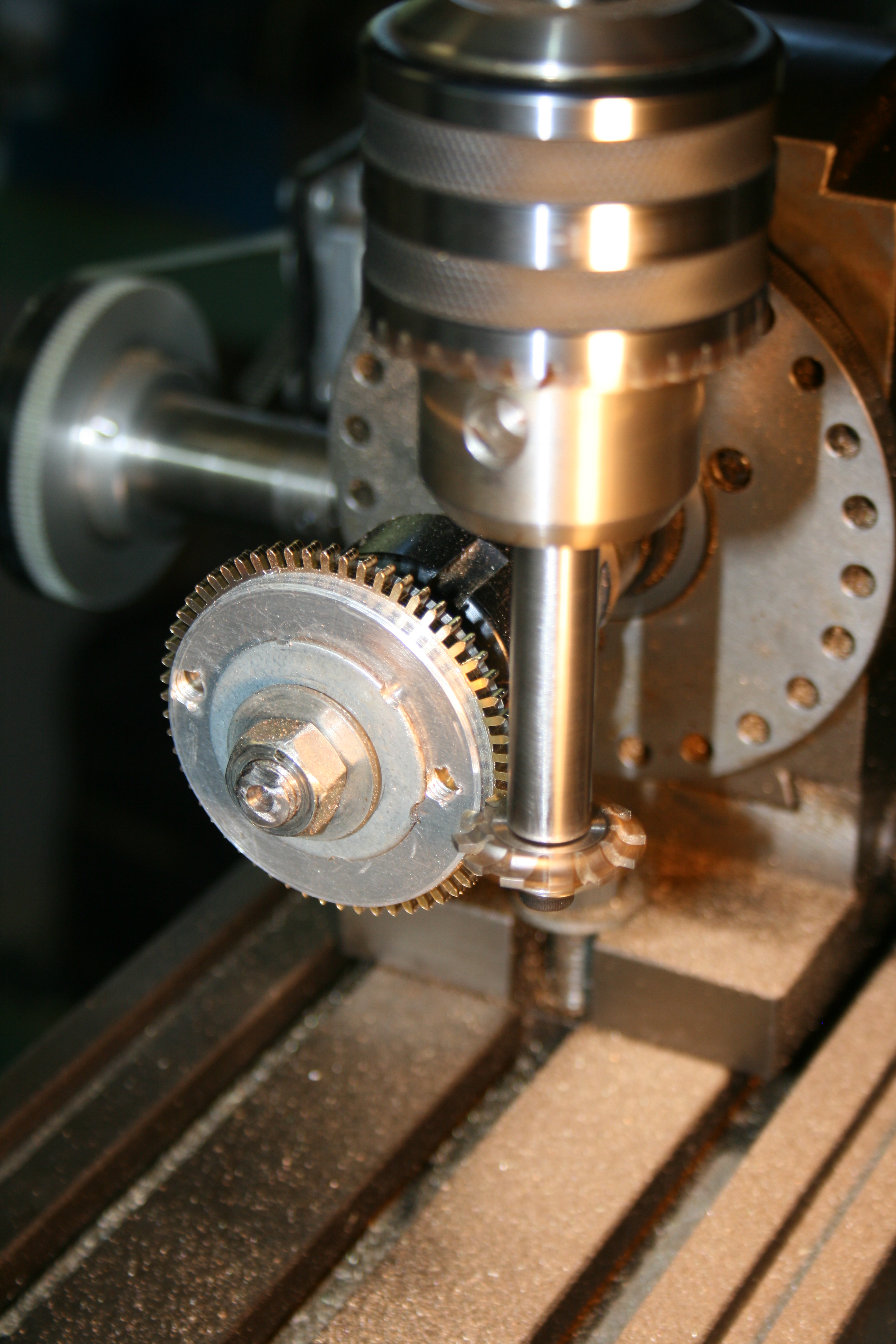
The is the final cut for a larger wheel. |

One objective is to make unique clocks and this extends to crossing out the wheels. This is a kit I cobbled together to make it simple and easy using the CNC control for the dividing head. |

A number of completed wheels. These wheels were for clock number 9. I had intended to incorporate some spoke wheels I had made but changed my mind. You may like or dislike this sort of embellishment but it is certainly relatively unique which was my objective. |

To ensure that the cutting process is accurate. I use a self centering drill bit for the first pass. The dividing head is controlled by the CNC to ensure the holes are perfectly positioned. |

In this case I am looking for 8mm holes and the self centering drill I am using is actually an 8mm bit. So I completed the cut with it. Normally once the initial portioning of the hole has been marked by the first pass of the self centering bit, I complete the cut with an ordinary jobber bit. |
| Working With Brass |
| One of the reasons I took up wood turning was because I could not saw straight. While that has improved a bit, I still look for ways to make things round (so I can put them on a lathe) rather than straight. I had never used brass at all until I was given a sheet by a friend for whom I had done a job. I have never been in the habit of accepting payments for that sort of stuff so he gave me the brass instead. For a while I didn’t quite know what to do with it until I began to incorporate it into my woodturning. I discovered that if it is carefully incorporated into wood blanks with 5 minute Araldite it can be worked on the lathe like wood.
I use 3mm and 1mm half hard or engravers brass. Given that I had the same problem with a file as I did with a saw, I had to come up with a simpler and better method of making straight or curved shapes. I decided to try using the sanding disc on my linisher. There are a couple of problems with this. One is the heat the process generates so you need a good water container nearby and use gloves or pliers. The other issue is ways to prevent the sanding disc from clogging. If you use a hard plastic of some kind it will clean the surface of the sanding disc which means that the disc will last for quite some time. I use between 80 and 150 grit sandpaper. |

This is a 3mm piece of brass with a half circle scribed to sand to. |

Another angle. Note that it sits on a piece of Perspex. When this is pushed into the disc, it acts as a cleaner. These discs last for months. I must say that the first time I heard somebody talking about cleaning sanding disc in this way I was very sceptical, but it really does work. |

The process begins. |

The shaping is almost complete. The objective is to sand to the line. The process, even with 3mm brass, took less than 2 minutes. I now only use a file for final finishing. Incidentally the last two clocks I have made have a 20mm by 15mm by 8mm block at the bottom of the driving lever. This is made from mild steel stock that I have annealed. The annealing process, together with the anti rust coating normally found on mild steel can take a bit of filing to remove. The sanding disc removes the scale and rubbish very quickly. |
